-


-


-


WeChat


Метод изготовления ременного соединения и длина вулканизационного перекрытия
2025-10-23
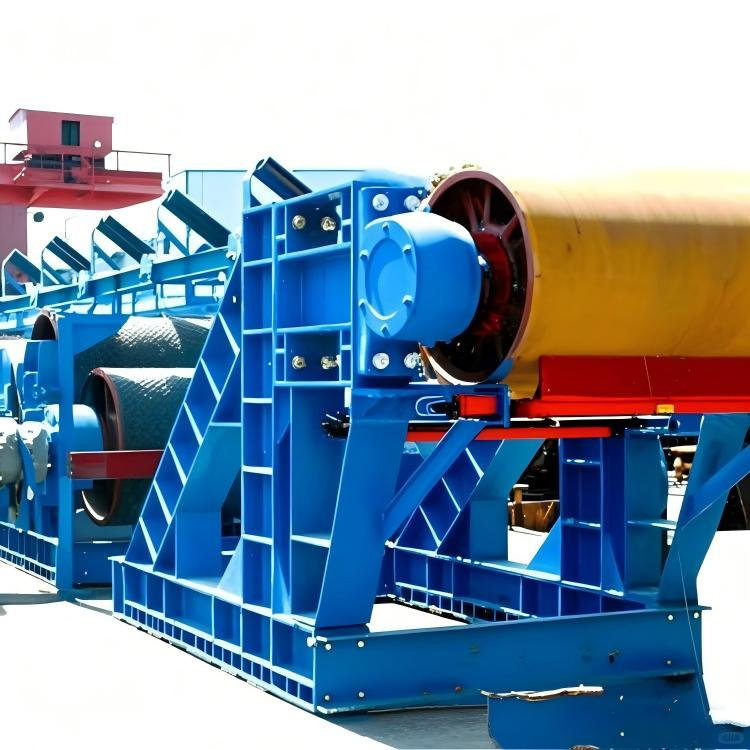
I.Распространенные типы производства и применения стыковых соединений ремней:
")
")
II. Метод вулканизации стыковых соединений транспортных ремней, особое внимание уделяется ремням со стальным сердечником : в сталелитейной металлургии, горнодобывающей промышленности, при транспортировке руды, кокса, агломерации и т. д. Ключевые моменты этого типа метода производства стыковых соединений крупных транспортных ремней следующие:
1.Подготовка перед вулканизацией
Проверьте работу оборудования, такого как вулканизатор и шлифовальная машина, чтобы убедиться, что разница температур нагревательной плиты составляет ≤ ±3 °C, а гидравлическая система способна обеспечивать стабильное давление 1,5–2,0 МПа. Подготовьте соответствующую резиновую смесь: натуральный или бутадиен-стирольный каучук для стандартных лент и силиконовый каучук или другую термостойкую резину для термостойких лент. Отметьте осевую линию стыка на конвейерной ленте и сделайте вертикальный надрез. Расшейте стыки слой за слоем, формируя ступенчатый узор, шириной примерно 150 мм каждый. Отполируйте и очистите, чтобы избежать загрязнения. Снимите резиновый слой с сердечника стальной проволоки, оставив небольшое количество резины, намотанное на проволоку после очистки.
2.Ключевые моменты операции вулканизации
Температура вулканизации стандартных ремней составляет 140–150 °C, а термостойких – 150–160 °C. Скорость нагрева регулируется в пределах 1–3 °C/мин. Нагнетание давления начинается при температуре около 80 °C и достигает заданного значения. Канаты располагаются в шахматном порядке и стыкуются в соответствии с проектом. Затем резиновая смесь заполняется и уплотняется, после чего покрывается невулканизированным верхним слоем. Время вулканизации составляет 30–60 минут для стандартных ремней и 45–90 минут для термостойких ремней. После вулканизации ремень охлаждается под давлением до температуры ниже 60 °C перед выпуском.
3.Проверка после вулканизации
Осмотрите поверхность соединения на предмет гладкости, отсутствия пузырьков и остатков клея. Измерьте погрешности размеров, чтобы убедиться в их соответствии требованиям, а также в аккуратности расположения проводов. Проведите испытания на прочность на растяжение и отслаивание, убедившись, что они достигают не менее 85% и 80% от исходной прочности. При необходимости используйте ультразвуковой контроль для выявления внутренних дефектов и незамедлительно устраняйте любые отклонения.
III.Длина перекрытия ременного стыка
Длина перекрытия стыков стальной проволоки, крупногабаритных транспортных лент и лент, футерованных стальной проволокой, не имеет фиксированного значения. Она может варьироваться в зависимости от таких факторов, как тип ленты, технические характеристики и способ соединения. Ниже приведены некоторые общепринятые стандарты и справочные данные:
1.При холодном склеивании обычных конвейерных лент длина нахлёста обычно составляет 1–1,2 ширины ленты. Например, длина нахлёста для конвейерной ленты класса B500 составляет 500–600 мм, для конвейерной ленты класса B650 — 600–750 мм, для конвейерной ленты класса B800 — 750–900 мм, а для конвейерной ленты класса B1000 — 1050–1200 мм.
2. При использовании вулканизированных соединений на конвейерных лентах со стальным кордом длина нахлёста зависит от прочностных характеристик ленты. Например, для соединения первой ступени с прочностью класса ST630–ST800 минимальная длина шага составляет 450–500 мм, а длина стыка — 750–800 мм. Для соединения лент с тремя шагами, имеющими прочность ST3500–ST4500, минимальная длина шага составляет 950–1100 мм, а длина стыка — 3250–3700 мм.
3. При соединении цельнопластиковой конвейерной ленты методом пластификации длина нахлёста должна составлять 300 мм для лент большей ширины и 500 мм для лент шириной 650 мм или 500 мм. Конкретную длину нахлёста можно определить, обратившись к техническим характеристикам производителя ленты, поскольку характеристики продукции разных производителей могут различаться.
")
")
")
")
")
")
")
")