-


-


-


WeChat


Автоматизированная сборочно-контрольная машина на основе ленточного конвейера и пневматического управления
2026-02-26
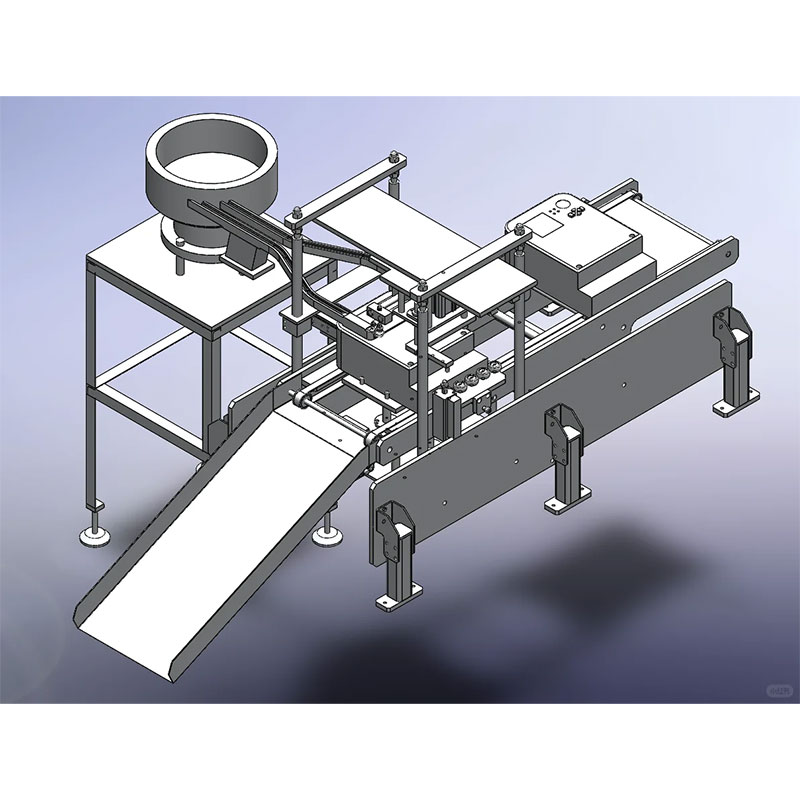
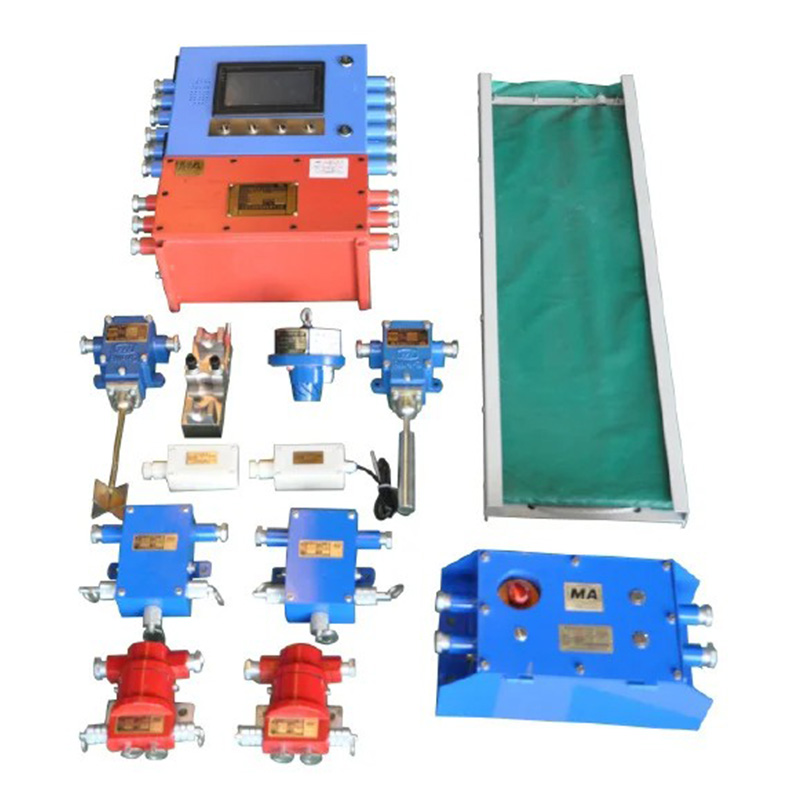
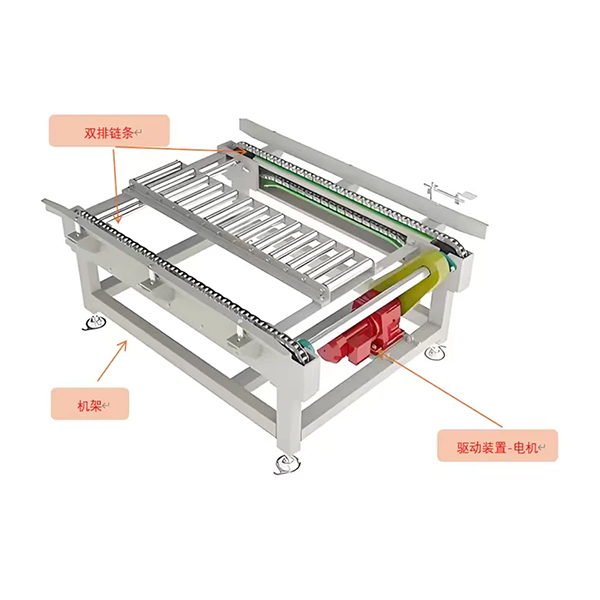
Цель данного проекта – повышение уровня автоматизации обработки мелких деталей на производственной линии. Разработано автоматизированное производственное оборудование, объединяющее автоматическую подачу, позиционирование, сборку, транспортировку, контроль и сортировку. Система использует модульную конструкцию, обеспечивая баланс между высокой эффективностью производства и компактной структурой. Оборудование состоит из следующих пяти основных частей: ① Общая конструкция и компоновка: Машина имеет длину около 2,7 метра (см. чертеж), использует сварную стальную основную раму и независимые опорные стойки для обеспечения высокой прочности и устойчивости. Производственная линия организована в соответствии с процессом «подача – сборка – контроль – сортировка». Каждый модуль соединен последовательно ленточным конвейером для обеспечения плавной передачи и точного позиционирования. ② Автоматизированная система подачи: В передней части установлен вибрационный подающий механизм (рис. 2), отвечающий за ориентацию и подачу деталей. Заготовки автоматически поступают в зону ленточного конвейера по направляющим. Фотоэлектрические датчики отслеживают цикл подачи и передают данные в систему управления ПЛК, обеспечивая непрерывный и стабильный ритм производства. ③ Механизм сборки и позиционирования: Средняя секция является основным рабочим блоком (рис. 2-3) и состоит из линейной направляющей, ползунка и цилиндра, образующих исполнительную систему. Точная сборка и прессование деталей осуществляется с помощью пневматических толкателей, а позиционирующие пластины и концевые блоки обеспечивают повторяемость в пределах ±0,05 мм. После сборки заготовка автоматически переходит к следующему этапу обработки. ④ Система транспортировки и контроля: В секции транспортировки (рис. 4) используется легкий ленточный конвейер с регулируемым углом наклона для адаптации к различным условиям работы; станция контроля включает в себя датчики и модуль визуального контроля для оценки положения сборки и дефектов, а некачественные детали отбраковываются пневматическим устройством. ⑤ Система управления и электрооборудование: Вся машина управляется системой ПЛК для координации действий каждого исполнительного механизма, а сенсорный экран отображает состояние оборудования и информацию об аварийных ситуациях. Система имеет функции аварийной остановки и автоматического/ручного переключения для упрощения отладки и технического обслуживания. Процесс проектирования занял около 10 недель, включая разработку структурной схемы, 3D-моделирование в SolidWorks, конечно-элементный анализ прочности и оптимизацию процесса сборки. Моделирование показало, что ленточный конвейер работает плавно с максимальным смещением менее 0,3 мм; пневматический механизм сборки имеет время отклика 0,12 с, обеспечивая высокоэффективный цикл в 2,5 секунды на деталь. В рамках этого проекта был реализован полностью автоматизированный процесс сборки от подачи материала до контроля качества. Он отличается компактной конструкцией, безопасной эксплуатацией и высокой масштабируемостью, что делает его подходящим для автоматизированной сборки изделий малого и среднего размера, таких как стандартные детали и электронные компоненты. Благодаря этому проекту я освоил основные навыки, такие как методы проектирования систем для автоматизированных производственных линий, моделирование конвейерных механизмов и отладка логики управления.
")
")
")
")